Frebel+Obstfeld ist auf dem Gebiet der Präzisionsteilefertigung aus Metall eine der wenigen Fertigungsbetriebe, die sowohl hochgenaue Drehteile produzieren, als auch Rohre zerspanend und umformend bearbeiten. Unsere Produkte sind in den verschiedensten Anwendungsbereichen anzutreffen: Neben der Fahrzeug- und Industrietechnik sind wir Partner der Energie- und Elektrotechnik, der Medizintechnik, der kunststoffverarbeitenden Industrie, des Maschinenbaus und vieler anderer Branchen.
Präzisionsdrehteile werden im Durchmesserbereich von 2 bis 60 mm hergestellt.
Komplexe Drehteile sind Teile aufwändiger Formgestaltung. Die Konturen hinsichtlich der Innen-, Außen- und insbesondere der Teilerückseite waren bisher aufgrund einfacherer Drehtechnik nicht ohne aufwändige manuelle Nachbearbeitung herstellbar.
Modernste Drehmaschinen erlauben heute eine Komplettbearbeitung sowohl auf der Mantelfläche wie auch auf den Stirnseiten der Drehteile. Durch die damit verbundenen Freiheitsgrade ist der Übergang zum Frästeil fließend.
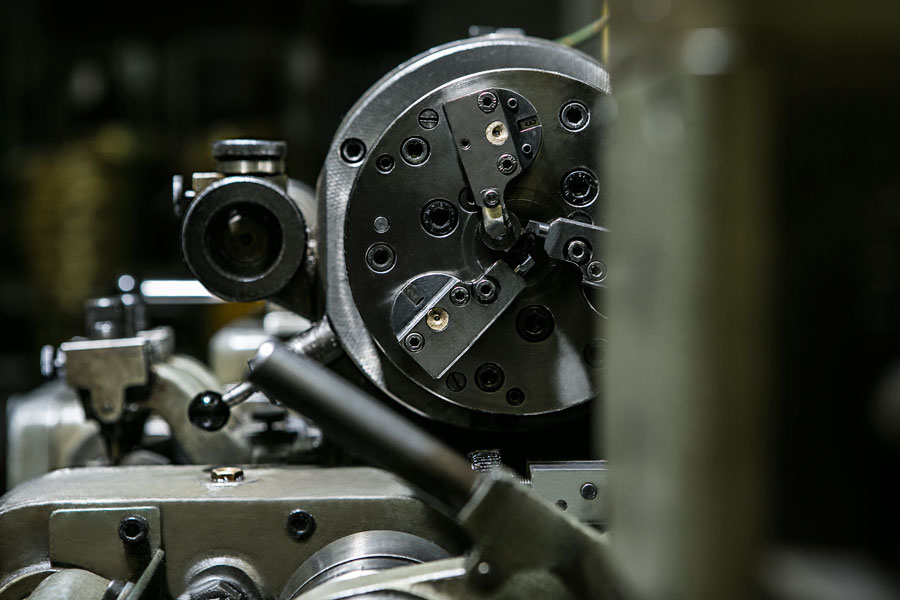
Im kleineren und mittleren Fertigungslosgrößenbereich (ca. 2.000 bis 50.000 Stk.) werden einspindelige CNC–Drehautomaten mit der Möglichkeit der unabhängigen Rückseitenbearbeitung eingesetzt.
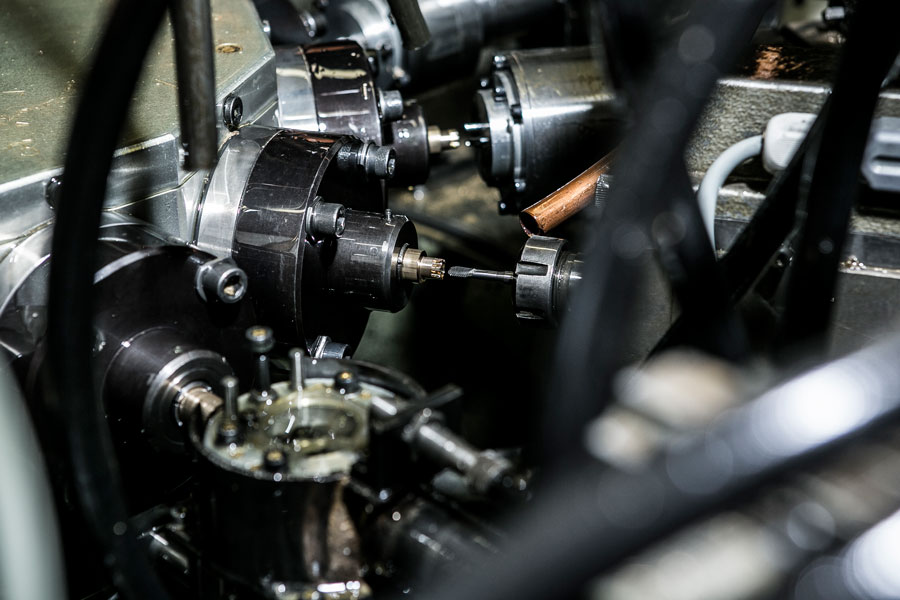
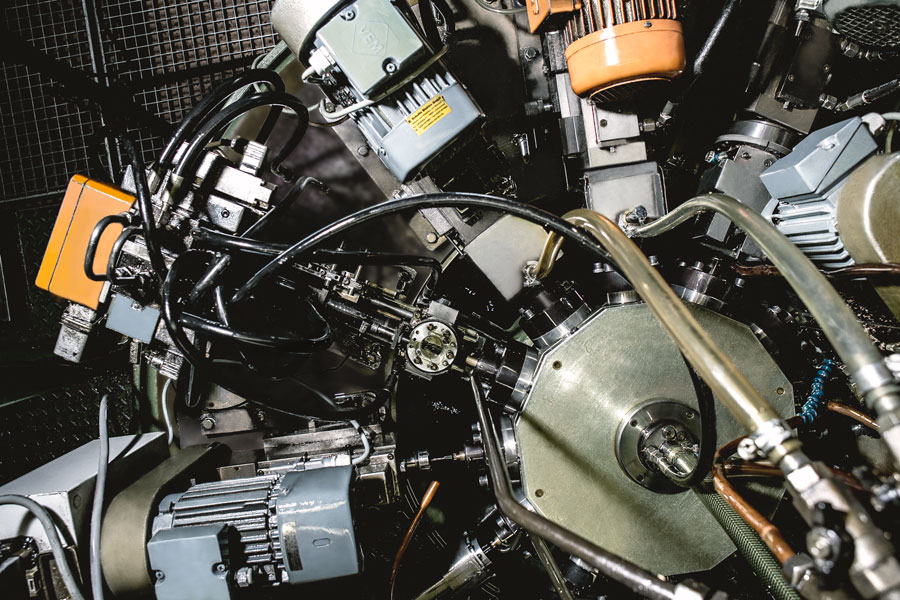
Im oberen Fertigungslosgrößenbereich (ca. 50.000 Stk. und mehr) kommen unsere Transfermaschinen zum Einsatz.
Das Fertigungskonzept dieser mit einem horizontalen Schalttisch und 12 bzw. 16 Bearbeitungsstationen ausgestatteten hydraulisch gesteuerten Drehautomaten unterscheidet sich grundlegend von der üblichen Drehtechnik.
Der Großteil der Maschinenhersteller stellt CNC-Drehautomaten, Kurz- oder Langdreher, Sechs- oder Achtspindler her und setzt nicht zuletzt aus Kostengründen auf das Konzept der rotierenden Materialstange und in der Regel feststehendem Werkzeug. Dieses Prinzip hat den systembedingten Nachteil, dass bestimmte Zerspanungsprozesse nicht vorteilhaft anzuwenden sind. Hier setzt das Transferkonzept an: In diesem Fall gibt es keine rotierenden Materialstangen, deren Massenträgheit aufgrund der hohen Stangendrehzahl abgebremst und anschließend wieder beschleunigt werden müssen. Dieser Vorgang schränkt die Leistungsfähigkeit beim Bohren, Querbohren, exzentrischen Bohren, Gewindeschneiden, Fräsen und abstichseitiger (beide Stirnseiten) Bearbeitung in der Regel deutlich ein. Das Transferprinzip ist somit konkurrenzlos leistungsfähig bei Drehteilen oder Frästeilen, bei denen die zuvor aufgeführten Prozesse angewandt werden. In fast allen anderen Bereichen erweist sich das Transferkonzept dem Mehrspindlerprinzip als ebenbürtig, wobei unabhängig von der Drehteilkontur die Materialien sparsamer eingesetzt werden können. Der Materialabfall ist geringer als bei jedem anderen Drehautomatenkonzept (ausgenommen die Drehteileherstellung aus Draht), da die Materialstange fast restlos verarbeitet werden kann. Die Transfermaschine verursacht im Vergleich zu konventionellen Drehautomaten einen sehr geringen Materialverlust von nur ca. 3 mm pro Drehteil und hinterlässt somit kein Reststück in der bekannten Form eines langen Stangenendstücks.

Langdrehteile werden bei Frebel+Obstfeld auf hochmodernen CNC-Langdrehautomaten hergestellt. Unsere CNC-Maschinen sind “State of the Art” in Bezug auf Präzision, Zuverlässigkeit und Prozesssicherheit. Diese Automaten sind vom Hersteller gemäß unseren Anforderungen optimiert und verbessert worden. Im Vergleich zu herkömmlichen CNC-Maschinen ermöglichen unsere Langdrehautomaten durch vollständige Überwachung in Verbindung mit komplexer Sensortechnik störungsfreie Fertigungsprozesse. Die automatische Feuerlöschtechnik im Arbeitsraum der CNC-Maschine ermöglicht uns eine unbeaufsichtigte Produktion von bis zu 24 Stunden täglicher Produktionszeit.

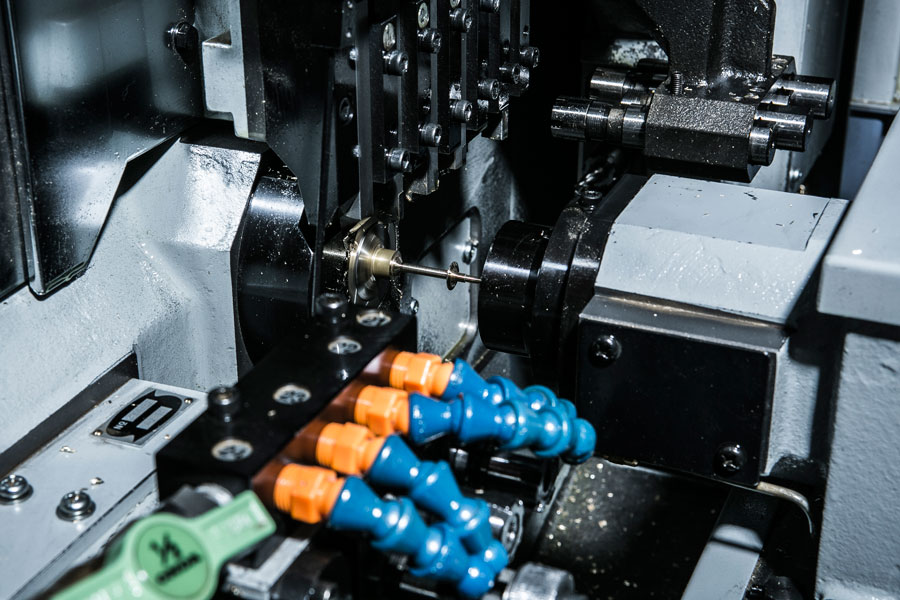
Ringdrehautomaten zählen zur Gruppe der Drehautomaten mit umlaufenden Werkzeugen. Viele Drehteile im kleineren Durchmesserbereich lassen sich sehr wirtschaftlich aus Ringmaterial bzw. Coils herstellen. Darunter versteht man blank gezogenen Draht, der zu einem Ring aufgespult wird und vor dem Zerspanungsprozess durch Roll- oder rotierende Richtanlagen läuft. Da ein Drahtbund naturgemäß nicht rotieren kann, müssen Ringdrehautomaten einen umlaufenden Werkzeugkopf besitzen. Unsere Ringdrehautomaten verwenden einen dreifach bestückten, mit bis zu 8000 Umdrehungen pro Minute, rotierenden hochpräzisen Werkzeugkopf zur Bearbeitung der Teileaußenkontur.
Zudem besitzen sie einen gegenüberliegenden Werkzeugrevolver mit Gegenspannung zum butzenlosen Abstechen sowie Werkzeuge zur Innenbearbeitung des Teils. Des Weiteren erlaubt der bewegliche Spindelstock ebenfalls die Herstellung von Langrehteilen bis zu einer Länge von 65 mm. Der maximale Außendurchmesser liegt bei 6,5 mm.
Die von uns verwendeten Maschinen der Schweizer Firma Escomatic werden aufgrund ihrer Präzision hinsichtlich der kleinen Durchmesserbereiche bis hinunter zu einem Durchmesser von 0,3 mm auch zur Herstellung von mechanischen Präzisionsuhrwerken verwendet.

Metallteile mit einer im Verhältnis zum Durchmesser geringen Wandstärke werden in der Regel nicht aus Vollmaterial, sondern aus Rohr hergestellt. Dies ist jedoch nicht generell der Fall, sondern abhängig von der Teilelänge, der Materialqualität sowie der jeweiligen Losgröße. Im Gegensatz zu vielen Marktbegleitern ist Frebel+Obstfeld nicht nur Drehteilhersteller, sondern auch Rohrverarbeiter. Mit diesem Wettbewerbsvorteil kann dem Kunden immer das vorteilhafteste Fertigungsverfahren angeboten werden.
Rohrniete werden auf von uns entwickelten und gefertigten Sondermaschinen produziert.
Die Herstellung erfolgt bis zu einem Materialaußendurchmesser von 12 mm aus Ringrohren und darüber hinaus, oder bei größeren Wanddicken aus Stangenrohrmaterialien.
Die DIN definiert Kopfform, Schaftdurchmesser, Wandstärke, Länge und Material. Da dieser Niettyp aus zylindrischem, nahtlos gezogenem Rohr gefertigt wird, ist die Innen- und Außenkontur nicht konisch wie bei tiefgezogenen Hohlniete.
Von der DIN abweichende Ausführungen sind von uns ebenso herstellbar.
Rohrbiegeteile werden sowohl im Dornbiegeverfahren als auch im einfachen Biegeverfahren in einer Ebene ohne Unterstützung der Rohrinnenwand gefertigt. Die Maschinen beider Typen sind in unserer Abteilung Sondermaschinenbau produziert worden.
Der Fertigungsrahmen bewegt sich für den Außendurchmesser zwischen 3 und 16 mm, bei einer Wanddicke von 0,25 bis 2 mm. Die maximale Teilelänge beträgt 200 mm.
Die unterschiedlichsten Ausführungen von Endenbearbeitung können von uns sowohl zerspanend als auch angestaucht hergestellt werden.
Darüber hinaus sind Dreh-, Fräs-, Gewinde- und Querbohrprozesse in axialer sowie radialer Richtung für Sonderanwendungsfälle durch einen nachgelagerten Prozess auf unseren Transfermaschinen möglich.
Diese Ein-, Doppel- und Dreibundhülsen werden auf von uns entwickelten und gefertigten Sondermaschinen produziert.
Zur Montageerleichterung und um die Schlauchinnenseite nicht zu beschädigen, werden alle Hülsen beidseitig mit eingezogenen Enden gefertigt und zusätzlich durch Gleitschleifen nachbehandelt.
Mehrfachbundhülsen dienen in Schläuchen und Rohrleitungssystemen als Stützhülsen zur Sicherung der Anschlussverbindungen.
Unsere Stützhülsen finden sich in fast jedem Fahrzeug, unabhängig davon, ob durch Benzin oder Diesel betrieben.
Die eingesetzten Werkstoffe sind abhänging vom Aggressivitätsgrad der durchfließenden Medien.
Rohrabschnitte können im Durchmesserbereich von 1 bis 60 mm hergestellt werden.
Rohrabschnitte werden bei uns in der Regel auf leistungsfähigen Sägeautomaten hergestellt.
Die Stirnseiten der Rohrabschnitte sind gesägt und werden durch anschließendes Gleitschleifen verrundet.
Der Kunde bestimmt durch seine Teilespezifikation das Fertigungsverfahren.
Die Teileenden können auch in plangedrehter Ausführung mit beidseitigen Fasen sowohl Innen als auch Außen ausgeführt werden. Durch den Einsatz modernster Drehautomatentechnik können die Rohrteile jedoch auch mit der Präzision von allseits bearbeiteten CNC-Teilen produziert werden. Dazu können folgende Zerspanungsprozesse gehören:
Die genannten Prozesse können beidseitig axial sowie radial ausgeführt werden.


Frebel+Obstfeld verfügt über 120 komplexe und diversifizierte Fertigungsmaschinen, die ein ausgesprochen breites Produktspektrum an hochwertigen und kosteneffizienten Drehteilen und Rohrteilen aus Metall ermöglichen. Unser leistungsfähiger Maschinenpark reicht von hochmodernen CNC-Automaten über kurvengesteuerte Maschinen und horizontal und vertikal arbeitende Transferautomaten bis hin zu spezialisierten Unikaten aus unserer internen Entwicklungs- und Maschinenbauabteilung.
Diese Bandbreite an effizienten und komplexen Fertigungsanlagen erlaubt uns die Herstellung hochwertiger Ware, die trotz ihres hohen Qualitätsstandards den internationalen Preisvergleich nicht zu scheuen braucht.
Unser Maschinenpark besteht unter anderem aus: