Frebel+Obstfeld is one of the few production companies of the industry that is able to produce high-precision turned parts as well as to machine and to form tubes. Our products can be found in a wide range of applications. In addition to automotive and industrial technologies, we are a trusted partner in energy and electrical engineering, medical technology, plastics processing and mechanical engineering industries among many other industrial sectors.
The diameter of our precision turned parts and tubular parts ranges from 2 to 60 mm (0.08 to 2.36 inches).
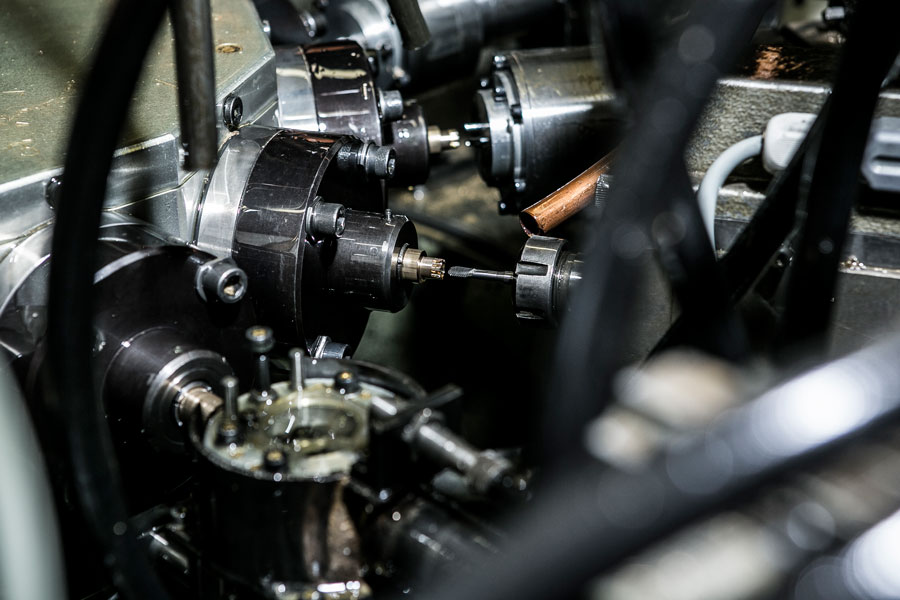
Complex turned parts are products with an elaborate design. Previously, the contours regarding the inside, outside and backside of the workpiece were not producible with basic turning technology without cost-intensive manual secondary operations. Nowadays, the latest automatic lathes allow a start-to-finish processing of the lateral surface as well as of the front side of the turned parts. For small and medium lot sizes (approximately 2.000 to 50.000 pc.), Frebel+Obstfeld uses single-spindle CNC-lathes with backworking tool stations. For large lot sizes (approximately 50.000 pc. and more), we use rotary transfer machines. This type of production differs significantly from basic turning technologies, since our hydraulically operated lathes with horizontal indexing tables feature 12 to 16 processing units each.
Most machine manufacturers build CNC-lathes, single spindle bar automatics, Swiss-type lathes and multi-spindle turning machines. This is mainly due to cost pressure since the design of these machine types is based on a rotating bar stock and generally on a static tool, resulting in a systemic disadvantage. Certain cutting processes cannot be applied advantageously. This is where the transfer concept comes to play: In this case, there is no rotating bar stock whose mass inertia has to be decelerated and accelerated at a high rotational speed. This operation generally limits the performance regarding (off and on center) drilling, cross-boring, threading, milling and face machining on both ends. Therefore the transfer concept is unrivaled in efficiency regarding turned parts and milled parts which require the operations mentioned above. In almost all other areas, the transfer concept proved to be coequal to the multi-spindle concept whereas the transfer concept uses the raw material more efficiently regardless of the workpiece's contour. Because the bar stock is processed almost completely, the waste of raw material is reduced significantly. Compared to conventional lathe concepts (except for turned parts made from wire), the transfer machine wastes only approximately 3 mm (0.12 inches) of the bar stock and therefore does not leave a common-sized offcut behind.

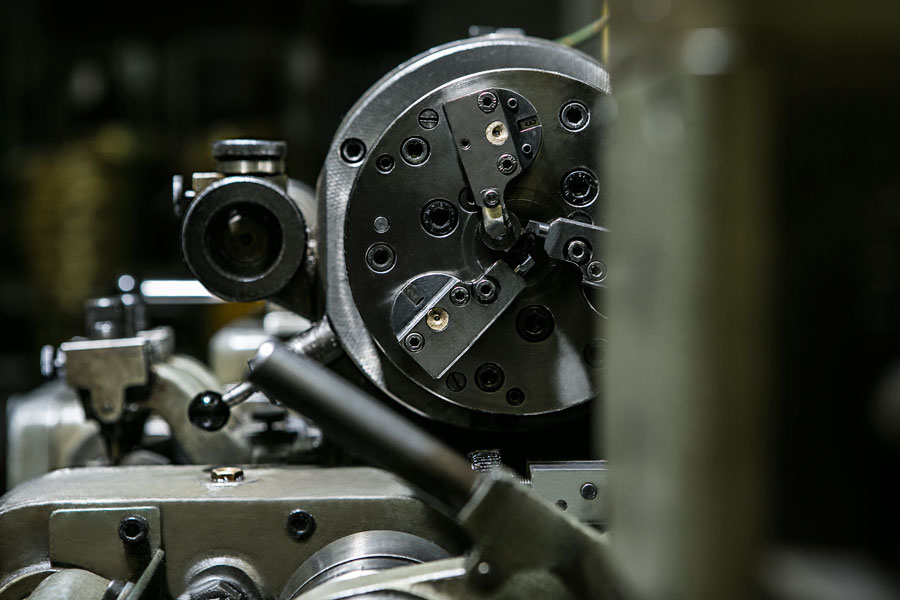
Frebel+Obstfeld uses modern CNC Swiss-type automatic lathes to manufacture complex Swiss-type turned parts. Our CNC-lathes have state-of-the-art precision, reliability and process stability. These machines were customized and optimized by the manufacturer according to our specifications. In comparison to conventional CNC-lathes, our Swiss-type automatic lathes allow for a failure-free operation due to comprehensive monitoring based on complex sensor technology. The CNC-lathes' automatic fire extinguishers inside the working chamber allow an unattended production of up to 24 hours of daily production time.

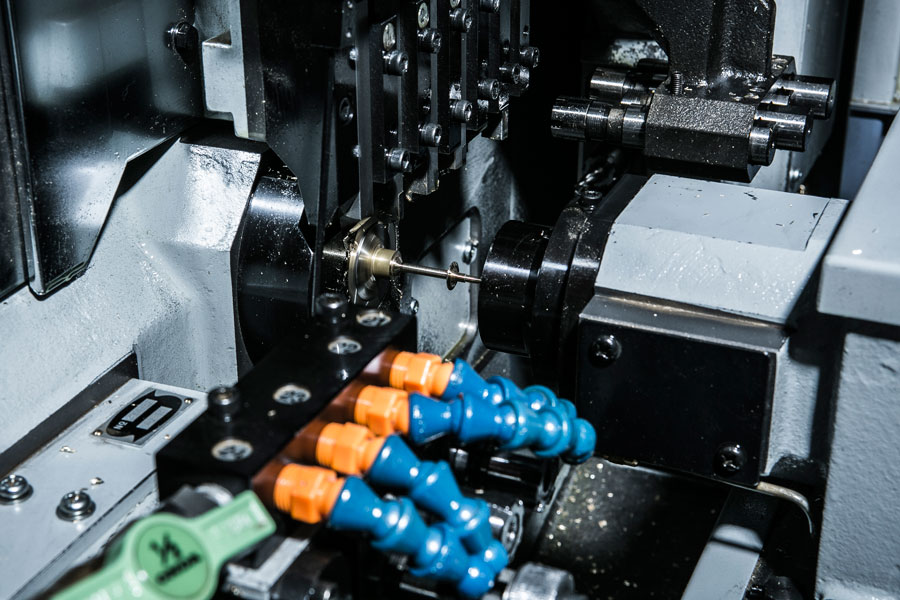
Coil-fed automatic lathes are a type of turning machines with revolving tools. A variety of turned parts can be economically produced from spooled raw material. The so-called coils are bright-drawn wire that is wound up into a bundle or spiral. Since naturally a wire coil is not able to rotate, coil-fed automatic lathes feature a revolving tool head. Our lathes have a triple-tipped high-precision tool head for contour turning which rotates at a speed of up to 8,000 rpm.
Furthermore, these Swiss-type lathes feature an opposite turret with a counter chuck for a burr-free cutoff as well as tools for the inner-diameter operations inside the workpiece. In addition, the sliding headstock allows for a production of Swiss-type turned parts up to a length of 65 mm (2.56 inches). As the maximum diameter is 6.5 mm (0.20 inches), coil-fed automatic lathes cannot produce turned parts with larger dimensions. Frebel+Obstfeld uses lathes of the Swiss manufacturer Esco which are designed for the production of mechanical precision clockworks.

Metal parts which have a small wall thickness in relation to the diameter are generally made from tubes instead of bars. There are exceptions depending on the length of the workpiece, the quality of the raw material and the respective lot size. Unlike many competitors, Frebel+Obstfeld does not only produce turned parts but also tubular parts. This competitive advantage allows us to always provide the most precise and efficient production process.
For the production of tubular rivets we utilize specialized proprietary custom machines developed by our in-house engineering department. Up to an outer diameter of 12 mm (0.42 inches), the production is based on coiled tubes. Beyond that, or in case of a larger wall thickness, we use straight lengths of tubes. The DIN (German Industrial Standard) defines the head form, shaft diameter, wall thickness, length and material. Since this type of rivet is made from cylindrical, cold-drawn seamless tubes, the inner and outer contours are not beveled like deep-drawn hollow rivets. We are able to manufacture variants which deviate from the DIN standard.
We produce tubular bends by applying the mandrel bending as well as the basic, single-plane bending method without supporting the tube's inside walls. Both types of machines were built by our in-house engineering department. The scope of production ranges from an outer diameter of 3 and 16 mm (0.12 and 0.63 inches) at a wall thickness of 0.25 to 2 mm (0.01 to 0.08 inches). The maximum length is 200 mm (7.87 inches). We can fabricate all kinds of ends finishings, cut as well as compressed. For custom applications, we can utilize our transfer machines for downstream processes such as turning, milling, threading, and cross-boring in radial and axial direction.
We manufacture these single-, double-, and triple-collared sleeves with our specialized proprietary custom machines developed by our in-house engineering department. In order to simplify assembly and to avoid damage to the hose's interior, all sleeves are produced with drawn-in ends on both sides and being treated by frictional grinding. Multi-collared parts serve as support sleeves to secure coupling connections. Our support sleeves can be found in almost every gasoline- and diesel-powered vehicle. The applied materials depend on the corrosiveness of the medium that flows through.
The diameter of our tube sections ranges from 1 to 60 mm (0.04 to 2.36 inches).
Usually Frebel+Obstfeld produces tube sections with high-performance automatic sawing machines. The front sides of the tube sections are sawed and subsequently rounded by frictional grinding. Based on the specifications of the part, the customer determines the production process. The workpiece's ends can also be carried out in a face-turned design with two-sided chamfers. Adding state-of-the-art lathe technologies, we are able to produce tubular parts with the precision of all-around machined CNC-workpieces. This includes the following chipping processes:
The processes mention above can be performed in an axial and a radial approach.


Frebel+Obstfeld is equipped with an array of over 120 efficient and diversified production machines. These allow an exceptionally wide variety of premium and cost-effective turned parts and tubular metal parts. Our high-performance machinery ranges from state-of-the-art CNC automatic lathes, mechanical cam-controlled machines, horizontally and vertically operating transfer machines to specialized proprietary custom machines developed by our in-house engineering department.
This wide spectrum of efficient and complex production systems enables us to manufacture top-quality goods at internationally renowned competitive pricing, at extremely high quality standards.
Among others, our machinery consists of: